|
|
||
|
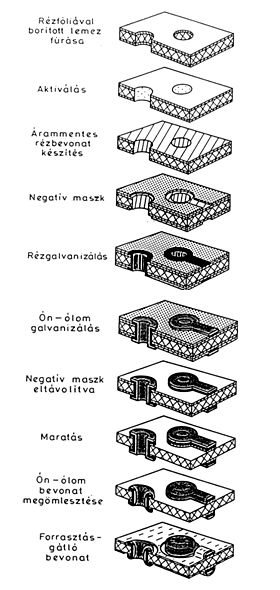
3. A nyomtatott huzalozások technológiái Az 1. pontban részletezett különböző típusú nyomtatott huzalozások különböző technológiai műveletsorokkal (szekvenciákkal) állíthatók elő. A műveletek a következő három csoport valamelyikébe sorolhatók: mechanikai megmunkálások, kémiai és elektrokémiai technológiák, rajzolatkialakítási technológiák (nyomdatechnikai eljárások). A mechanikai technológiák közül elsősorban a fúrást és kontúrmarást kell kiemelni. A megmunkáló szerszámok (fúró, ujjmaró) wolfram-karbid és kobalt ötvözetéből készülnek. Az optimális teljesítmény és a megfelelő felületi érdesség elérése nagy vágási (kerületi) sebességet igényel (80...200 m/min), így az átmérő függvényében akár 150.000 min-1 fordulatszám elérése is szükséges lehet. Az optimális előtolás általában 0,05...0,15 mm/fordulat. A korszerű CNC-vezérlésű fúró/marógépek lehetővé teszik valamennyi szükséges koordináta-transzformáció (tükrözés, forgatás, lépésismétlés, nyújtás, zsugorítás), szerszám- átmérők, forgácsolási paraméterek programozását, valamint a berendezés üzembiztonsági felügyeletét (pl. feszültségingadozás, hűtővíz hőmérséklete, elszívási teljesítmény stb. ellenőrzését). A kémiai és elektrokémiai technológiák közül a különböző tisztító műveletek (pl. zsírtalanítás, oxidmentesítés), a szigetelő felületek vezetővé tételére alkalmas un. árammentes ("kémiai") fémbevonat készítés, a galvanizálás és maratás a legfontosabbak. A rajzolatkialakítási technológiák közül a szitanyomtatást és fotoreziszt technológiát alkalmazzák. A szitanyomtatás elsősorban normál rajzolatú huzalozások maszkjának, a forrasztásgátló bevonatnak és az alkatrész-beültetési rajzolatnak az elkészítésére alkalmas. Finom rajzolatú huzalozások maszkjának elkészítésére és magas minőségi követelményeknek megfelelő forrasztásgátló bevonat felvitelére a fotoreziszt technológiát alkalmazzák. A szigetelő felületén a huzalozást, a "rajzolatot" additív, vagy szubtraktív technológiával állítják elő. Az additív technológia elve, hogy szigetelő lemezből indulnak ki és fémréteget csak a rajzolatnak megfelelő helyekre visznek fel, általában kémiai eljárással. A szubtraktív technológia alapanyaga egyik, vagy mindkét oldalán 18, 35, 70, vagy ritkán 105 mm vastag rézfóliával borított szigetelő lemez. A leendő szigetelő felületről a rezet kémiai maratással távolítják el. Utóbbi hátránya, hogy a maratás során szükségszerűen bekövetkező kisebb-nagyobb mértékű alámaródás korlátozza a megvalósítható rajzolatfinomságot, ugyanakkor a vezetékek lefejtési szilárdsága nagyobb, mint az additív technológia során szelektíven, csak kis felületekre felvitt rétegé. A két eljárás előnyeit egyesíti a féladditív technológia. A kétoldalas furatfémezett lemez technológiájának főbb lépéseit mutatja a 6. ábra. Az ábrán a szubtraktív technológia műveletei láthatók. A rézfóliával borított lemez furását követően a felületet tisztítják és előkészítik (aktiválják) az árammentes rézbevonat készítéséhez. E művelet lényege, hogy a lemez szigetelő felületeire – ez esetben a furatok falára – a következő kémiai reakció eredményeképpen rézbevonatot választanak le: CuSO4 + 4NaOH + 2HCHO = Cu+2HCOONa + Na2SO4 + H2 + 2H2O Ezáltal a lemez teljes felülete – a furatok falát is beleértve – vezetővé, ekvipotenciálissá válik, azaz a további fémrétegek galvántechnológiával választhatók le. A negatív maszkot finom rajzolat vagy kis sorozatnagyság esetében fotoreziszt-technológiával, egyébként szitanyomtatással készítik. Lényege, hogy a leendő szigetelő felületre galvanizálásálló bevonatot visznek fel, a huzalozás rajzolata szabadon marad. Így erre a felületre további réz, majd maratásálló ón vagy ón-ólom réteg galvanizálható. A negatív maszk leoldása után a felesleges réz kémiai maratással távolítható el. Ha a védőfémmaszk eutektikus összetételű ón-ólom ötvözet (63 % Sn, 37 % Pb, olvadáspont 183 oC), a bevonat – megfelelő hőmérsékletű folyadékba, pl. etilénglikolba mártva, vagy infraalagútban – megömleszthető. Ezáltal a réz vezetékek széleit is fém védőbevonattal láthatjuk el. Ezt követi az ún. forrasztásgátló maszk felvitele, mely csak a forrasztás felületeit hagyja szabadon, megakadályozva, hogy a forrasztás során a vezetékek között esetleg zárlat jöjjön létre. További szerepe, hogy lényegesen javítja a felületi szigetelési tulajdonságokat és a környezetállóságot. Ezt követheti az un. pozíció- vagy beültetési ábra szitanyomtatása, mely a szerelési, szervizelési munkát könnyíti meg. Az így készült lemezek hátránya, hogy a forrasztás során – különösen olyan technológiánál, ahol a hőhatás a lemez teljes felületét éri, pl. hullámforrasztás, gőzfázisú, vagy infraalagutas forrasztás esetén – a forrasz bevonat a forrasztásgátló bevonat alatt is megömlik. Miután folyékony állapotban nagyobb a fajtérfogata, a felületén lévő forrasztásgátló bevonat megreped, egyenetlenné válik ("narancsosodás"). Ez nemcsak esztétikai hiba, a bevonat szigetelési és környezetállósági tulajdonságait is nagymértékben rontja. Ezt elkerülendő az ón- illetve ón-ólom bevonatot kémiai maratással eltávolítják és a forrasztásgátló bevonatot a réz huzalozásra viszik fel. A maszk által szabadon hagyott felületeket – a leendő forrasztási helyeket – ún. "tűzi ónozással" (Hot Air Leveling) forrasz bevonattal, vagy különféle kémiai eljárásokkal forrasztható ón- vagy nikkel+arany-réteggel vonják be. Újabban ezüst és szerves bevonatot is alkalmaznak erre a célra. Az additív technológia egyik lehetséges alapanyaga olyan szigetelő lemez, melynek anyaga katalizálja a kémiai rézkiválást. Első lépésben a felületre leválasztandó rézréteg tapadását növelő, szintén katalitikus hatású réteget visznek fel. Ezt követi a furatok készítése. A negatív maszkot a szubtraktív technológiához hasonlóan fotoreziszt technológiával vagy szitanyomtatással készítik, majd a kémiai rézbevonat felvitele következik. Mivel csak a különálló rajzolatelemek felületére visznek fel rezet, a teljes rétegvastagságot árammentes eljárással kell elérni, a galvántechnológia nem alkalmazható. Ezt követi a negatív maszk eltávolítása. A forrasztásgátló bevonat felvitele után a forrasztási felületekre megömlesztett forraszba mártással un. tüzi ón bevonat készíthető. A többrétegű huzalozások gyártásának műveleti sorrendje elsősorban attól függ, hogy csak átmenő furatokat, vagy betemetett furatokat is tartalmazó lemezről van-e szó. Első esetben először az un. egyedi lemezeken többnyire szubtraktív technológiával (maszkolás, maratás) kialakítják a belső rétegek rajzolatát. (Az 1. ábrán ez a három belső lemezen és a két külső lemez belső (!) oldalán lévő rajzolat-síkokat jelenti). Ezt követően az egyedi lemezeket egymáshoz pontosan illesztve, melegsajtolással össze- ragasztják. A ragasztás minőségének, a lefejtési szilárdságnak a növelésére a rézfelületet oxidálják. Ragasztóként un. pre-preget használnak. Ez az egyedi lemezek anyagával megegyező felépítésű fólia (pl. üvegszövet erősítésű epoxigyanta), azzal a különbséggel, hogy a műgyanta un. B állapotú, azaz még nem teljesen térhálósított. Hő és nyomás (epoxigyanta esetében 171 oC, 150 N/cm2) hatására a pre-pregben lévő műgyanta megömlik, kitölti a rajzolatelemek közötti teret és 45-60 perc alatt teljesen térhálósodik. A fúrás során keletkező hő hatására a műgyanta meglágyulhat és a furat falán feltárt belső rétegek felületére kenődhet. Emiatt a belső rétegek és a furatfémezés közötti fémes kapcsolat bizonytalanná válna. Ennek elkerülésére alkalmazzák az un. furatfalkezelést, ami az elkenődött gyanta eltávolítását jelenti, vagy nedveskémiai, vagy plazma-maratással. Az ezt követő műveletek megegyeznek a kétoldalas lyukgalvanizált lemez szubtraktív technológiájának lépéseivel (6. ábra).
6. ábra. Furatfémezett lemez szubtraktív technológiája Betemetett furatokat is tartalmazó többrétegű huzalozásoknál az egyedi lemezek egy részének is furatfémezettnek kell lennie. A megfelelő minőségű ragasztás érdekében azonban a réz vezetékeken nem lehet ón- vagy ón-ólom bevonat. Ez kétféleképpen érhető el: - a szubtraktív eljárásnál a maratást követően kémiai úton eltávolítják a maratásálló fémmaszkot (Metal Etch Resist technológia); - az additív eljárást alkalmazzák, a tűzi ónozás elhagyásával.
|
 PWB Types and Materials
PWB Types and Materials