|
|
||
|
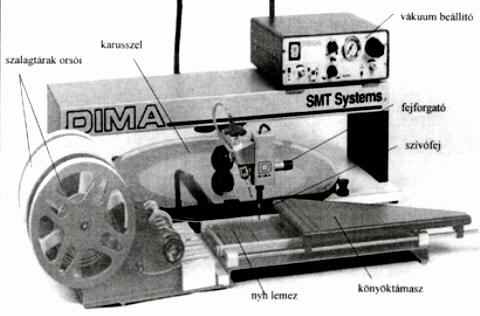
4. Az alkatrész-beültető gépek típusai 1. Kézi alkatrész-beültető gépek: a tárból az alkatrészek felvétele, majd ezek beültetése a szerelőlemezbe egyesével, kézi működtetéssel végezhető. 2. Pick-and-place gépek: az alkatrészeket a tárból egyenként felvevő (pick) majd azokat a szerelőlemezre egyenként beültető (place) programvezérelt automaták. 3. Collect-and-place gépek: olyan alkatrészfelvevő és egyben alkatrész-beültető egységgel rendelkező programvezérelt automaták, amelyek a tárból egy lépésben 6…12 alkatrészt képesek felvenni (collect), majd azokat a szerelőlemezre egymás után beültetni (place). A kézi alkatrész-beültető gépek: Ezek prototípusok, laboratóriumi minták vagy kissorozatok gyártására alkalmas berendezések. Az SM alkatrészeket a 4. ábrán látható módon szalagtárak és egy forgatható karussszel rekeszei (48 db) tárolják. Az alkatrészfelvevő fej úgy működik, hogy a cső alakú, axiálisan elmozdítható szívófejet rányomva az alkatrész felületére a szívófej elmozdulása nyit egy szelepet. A szelep nyitás hatására a szívófejben vákuum keletkezik, ami megfogja az alkatrészt. A szivófejjel ily módon megfogott alkatrész a fej vezetékeken kézi X és Y irányú elmozdításával és a fej elforgatásával a szerelőlemez felett beültetési pozícióba állítható. Az alkatrész beültetésekor a fentiekben ismertetett folyamat fordítva játszódik le, azaz a szívófej elengedi az alkatrészt. Ezek a gépek néhányszor 100 alkatrész/óra termelékenységgel működtethetők.
4. ábra. Kézi működtetésű felületszerelő gép A korszerűbb kézi alkatrész-beültető gépeket felszerelik programozott alkatrész-adagolóval, továbbá egy fénypont (lézersugár) vetítésével kijelölik a szerelőlemezen a beültetés helyét. A felületi szereléstechnológia előnyei elsősorban a tömeges automatikus alaktrész-beültetés során nyilvánulnak meg igazán. Ezek a korszerű automaták nx10.000 alkatrész/óra teljesítményre képesek.
|
 Screen Printing
Screen Printing