|
|
||
|
For the
fabrication of PWBs the following basic
mechanical process technologies are in use. Basic
mechanical technologies in PWB production
Copper
clad laminates
are produced and delivered as large boards (usually over 1,2 m by 1,2 m),
therefore they must be cut (sheared) into pieces to get the right
dimension according to the PWB. The dimensions of the pieces should be larger
than the dimensions of the required PWB, by 10-15 mm, because the PWB
manufacturer needs a border around the PWB contour for fixing and registering
the board in the tools on the table of the drilling machine and all processing
equipment. Dimensions must be verified. Most of shears are operated by high
pressure air. PWB
laminates are fixed on the table of CNC (Computerized Numeric Control) machines
by pins. Holes are drilled and stack-up
pins are inserted into these holes prior to drilling. Holes for pins are
usually drilled by special, pneumatically operated machines. These pins fix
together a few laminates, to be drilled together at the same time and with the
same spindle. The number of laminates fixed together depends on its thickness
and the diameter of the holes. Operation principle of a CNC drilling machine Operation principle of a manual drilling machine Drilling
is one of the most critical processes of PWB manufacturing. During
drilling, the drill bit reaches hundreds of oC. This
melts the epoxy resin and smears it around the inside of the hole. For double
sided boards this can be a problem because electroless copper will not adhere
well to smeared epoxy. Smear inside the hole is even more problematic when
producing multilayer boards. This type of board has layers of circuitry
laminated together. Electrical connections are made with the inner layers by the
plated hole. If the plating is done on top of epoxy smear, no electrical
connection can be made. The drill bit must be hard and sharp. A dull drill bit
can create the problem of having to deposit over loose bundles of glass fibers.
It is difficult to get adequate coverage in cases like
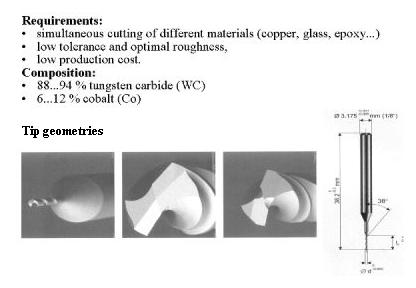
this. Materials
and geometry of drilling tools
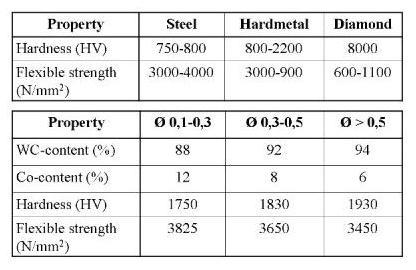
Comparison
of tool materials
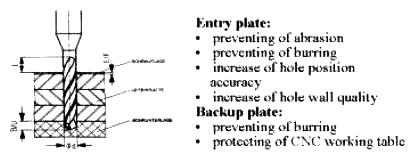
Drill
package formulation
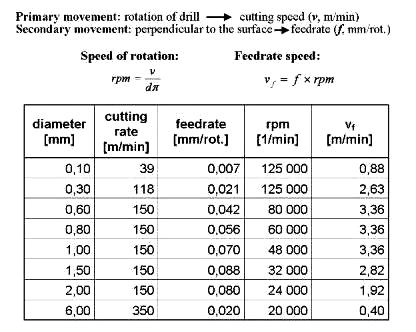
Processing parameters for drilling
Holes
for single sided boards can be made by punching (pressing), as well. Punching
is not used for double-sided or multilayer boards, because punched holes can
hardly be metallized. Phenolic resin laminate is more suitable for punching.
Punching is very economical, which is an advantage, when producing high volume
PWBs at a fairly reasonable price. Scrubbing
is used
to clean the surface of laminate, to set the necessary surface structure,
roughness, and to make a smooth surface, having no burrs. PWB is scrubbed
after drilling, before plating, before photoresist mask preparation, and before
contact finger plating. Scrubbing is usually made by conveyor machines,
containing rotating and oscillating brushes. During scrubbing, water is
applied to cool the brushes, the laminate and to carry away the removed
particles. Operation
principle of a scrubbing machine CNC
routing is
used to get
the exact shape and dimensions of the PWB (remember, that during manufacturing
it has a border). Blanking is also used for this purpose, since this method is
very inexpensive, if high volume production is considered, but the surface of
the edge is fairly rough. CNC
contouring machines (routers) give production flexibility and repeatable
accuracy at higher speed than blanking PWBs. Advantages of CNC routing
systems: -
Programmable operations and positioning allow quick, inexpensive changes in
blank configurations. This eliminates hard tooling cost and inflexibility.
-
Repeatable positioning and higher accuracy. -
Multiple spindles make the router able to blank 6...18 PWBs in a single pass.
CNC
routing has some limitations also. For example there are impossible
operations, like square inside corners. The routing tools used in the routers
are round and generally have a diameter of 3 mm. Consequently, any inside corner
will have a radius of about 1.5 mm. Proper contouring machines are also used for chamfering the leading edges of PWBs having contact fingers.
|
 PWB Types and Materials
PWB Types and Materials