|
|
||
|
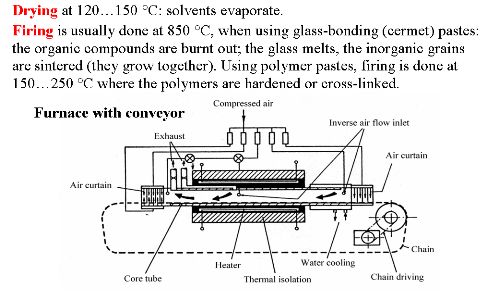
After screen printing of a paste, the deposit retains the mesh pattern for a short time; and it needs 8 - 30 minutes settling at room temperature for leveling. Then a drying process, at 100 - 150 deg C for 15 - 30 minutes is requested, to remove most of the volatile solvents from the deposit before firing. The firing process, a heat treatment of the layers at 600 - 1000 deg C (typically 850 deg C) for 30 - 60 minutes is used to finalize the layer structure. Firing is usually carried out in a conveyor type oven (firing kiln) with an appropriate temperature profile to provide the three necessary phases, i.e.: preheat and burnout; fire, cool and anneal. The furnace, or kiln, used in the firing process is a (four-seven) multi-zone tunnel furnace. Endless metal belt conveys the screen printed and dried substrates at a constant speed through the heated region, which has an accurately controlled temperature profile, i.e. temperature distribution along the furnace. The material processes taking place during the firing process of the most popular pastes require the presence of sufficient oxygen in the furnace atmosphere. In order to control the air (oxygen) amount in the furnace, a controlled gas flow in opposite direction to the belt travel and "air" curtains are applied. In special cases, e.g. for firing the oxygen sensitive copper layers, nitrogen atmosphere and gas flow are used. Photo of a multi-zone firing furnace
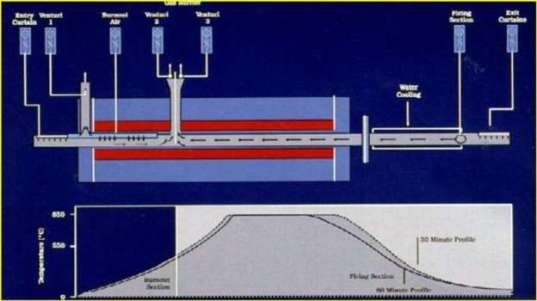
Temperature profile and gas supply schematic of a thick film firing furnace
To adjust and control the optimal time-temperature profile of firing, which comes from the position-temperature profile, the furnace should have 4 to 7, or even more, independently controlled heating zones. After the preheating and before the cooling phases, thick film pastes usually require firing at 850 deg C peak temperature for 5 - 15 minutes, when the temperature should be kept within +-1 - +-2 deg C accuracy.
Movie shows how the thick film substrates travel through the firing furnace
|
 Screen Printing
Screen Printing